






Болат ғарыштық қаңқасын атқылау және тоттан тазарту процесі
Жарылыс:
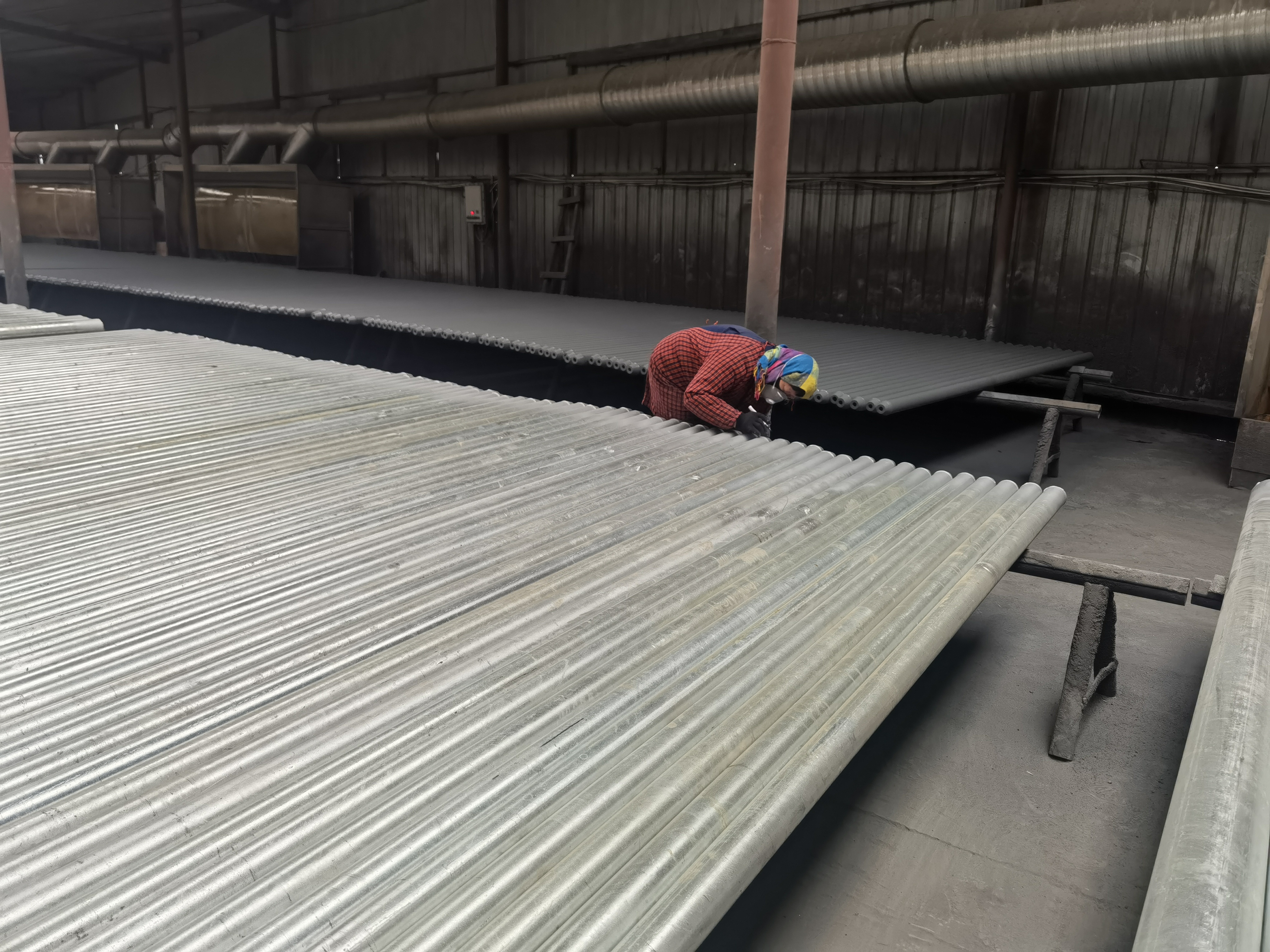
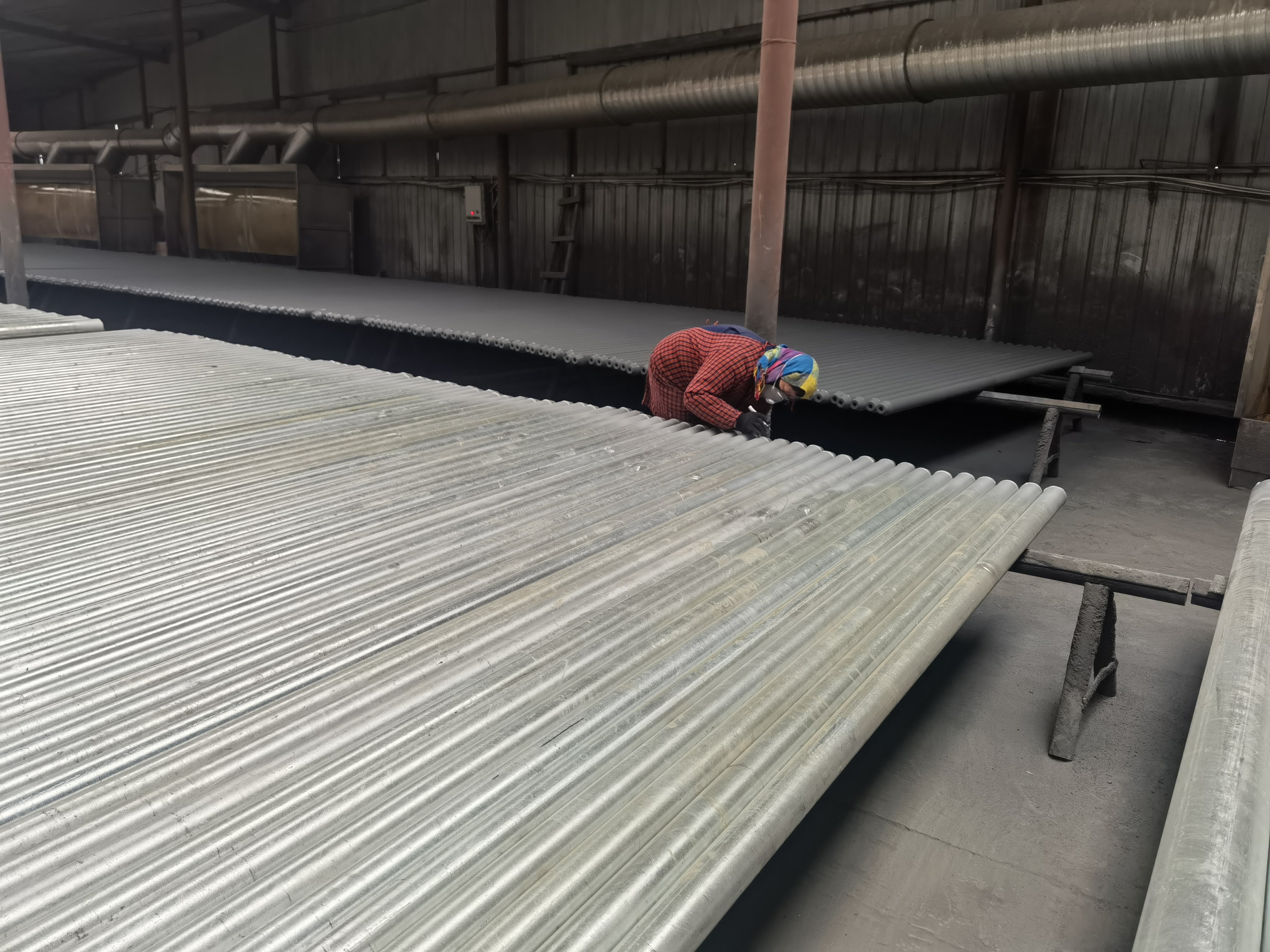
Атқылаумен жару - бұл жоғары жылдамдықпен айналу кезінде атқылау машинасының жұмыс дөңгелегінің орталықтан тепкіш күшін қолдану, ал атқылау процесі өте жоғары.
Болаттың сызықтық жылдамдығы өңделетін болаттың бетіне түсіріледі, нәтижесінде үрлеу және тегістеу әсері пайда болады, ал болат бетіндегі оксид шкаласы жойылады.
және тот басып, белгілі бір кедір-бұдыр тудырады.Атқылау жоғары тиімді және жабық ортада орындалуы мүмкін.
Атқылау және тот кетіру дәрежесі;
(1) Жеңіл атқылау және тотты кетіру.Болат бетінде көрінетін май немесе кір болмауы керек және күшті оксид шкаласы, тот және бояу жабындары және басқа бекітпелер болмауы керек;
(2) Мұқият атқылау және тотты кетіру.Болат бетінде көрінетін май немесе кір болмауы керек және күшті оксид шкаласы, тот және бояу жабындары және басқа бекітпелер болмауы керек;
(3) Өте мұқият атқылау және тотты кетіру.Болат бетінде көрінетін май немесе кір, қақ, тот және бояу жабындары сияқты темір қондырмалары болмауы керек, қалған іздер тек нүктелер немесе жолақтар түріндегі аздаған дақтар болуы керек;
(4) Болат бетін таза ету үшін атқылау және тотты кетіру.Болат бетінде көрінетін май немесе кір, тотығу қабығы, тот және бояу жабындары және біркелкі металл жылтырын көрсететін басқа да қондырмалар болмауы керек;